BBE Product Brochure

To find out more about our Bucket Belt Elevator (BBE) please feel free to download product brochure:









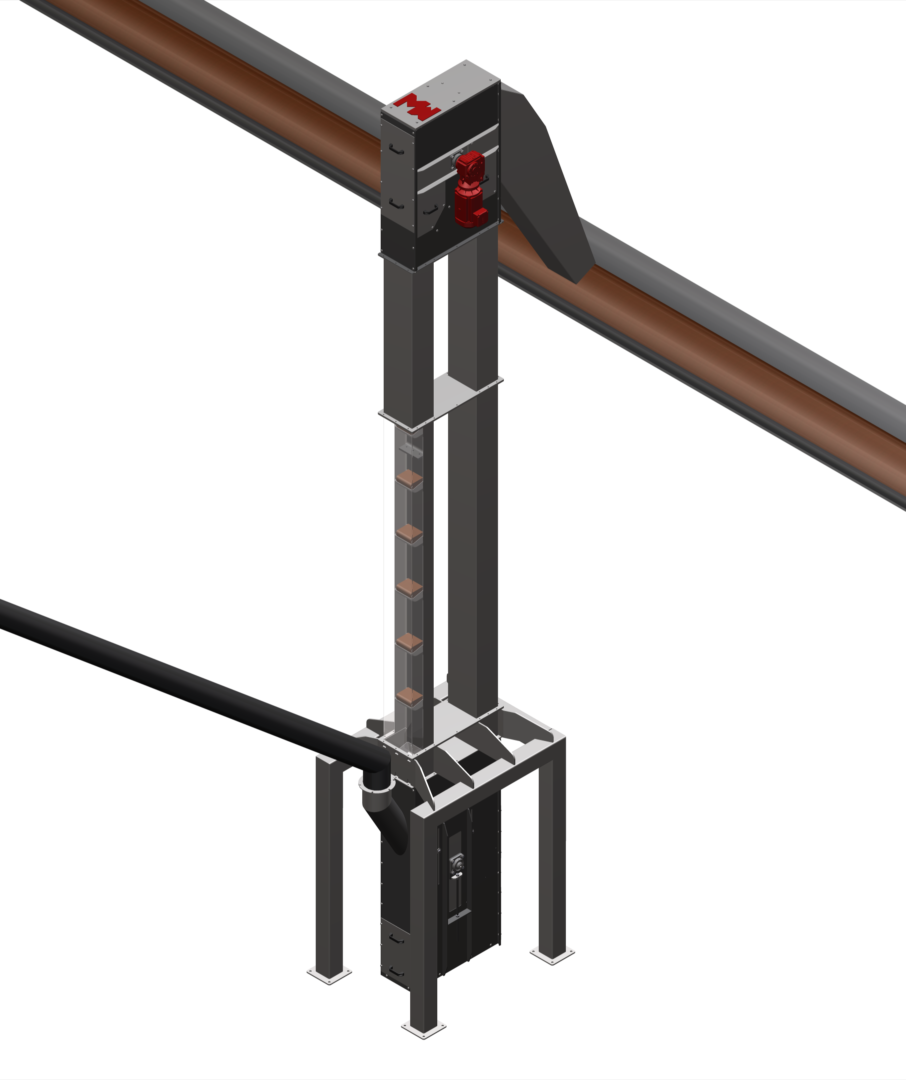











The Bucket Belt Elevator (BBE) is designed to lift material from point A to point B by means of buckets. The buckets are attached to a belt that pulls them around.
The BBE is typically used to lift the reject material and return it to the main flow.
Variant 1 (standard): The Bucket Belt Elevator C (BBE-C) is designed to lift the reject material and return it to the main flow in a C-like trajectory.
Variant 2: The Bucket Belt Elevator Z (BBE-Z) is designed to lift the reject material and return it to the main flow in a Z-like trajectory.
To find out more about our Bucket Belt Elevator (BBE) please feel free to download product brochure:

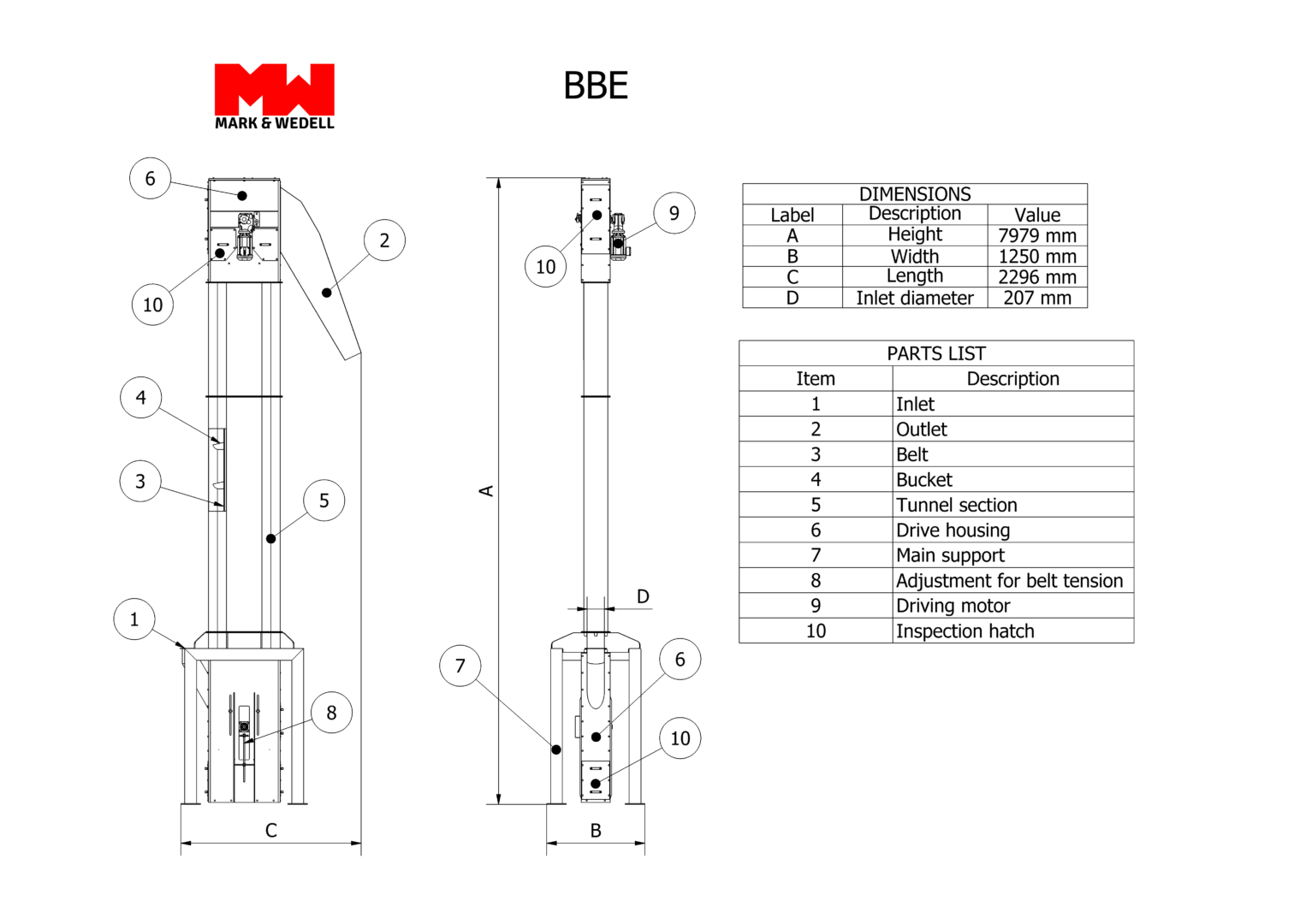
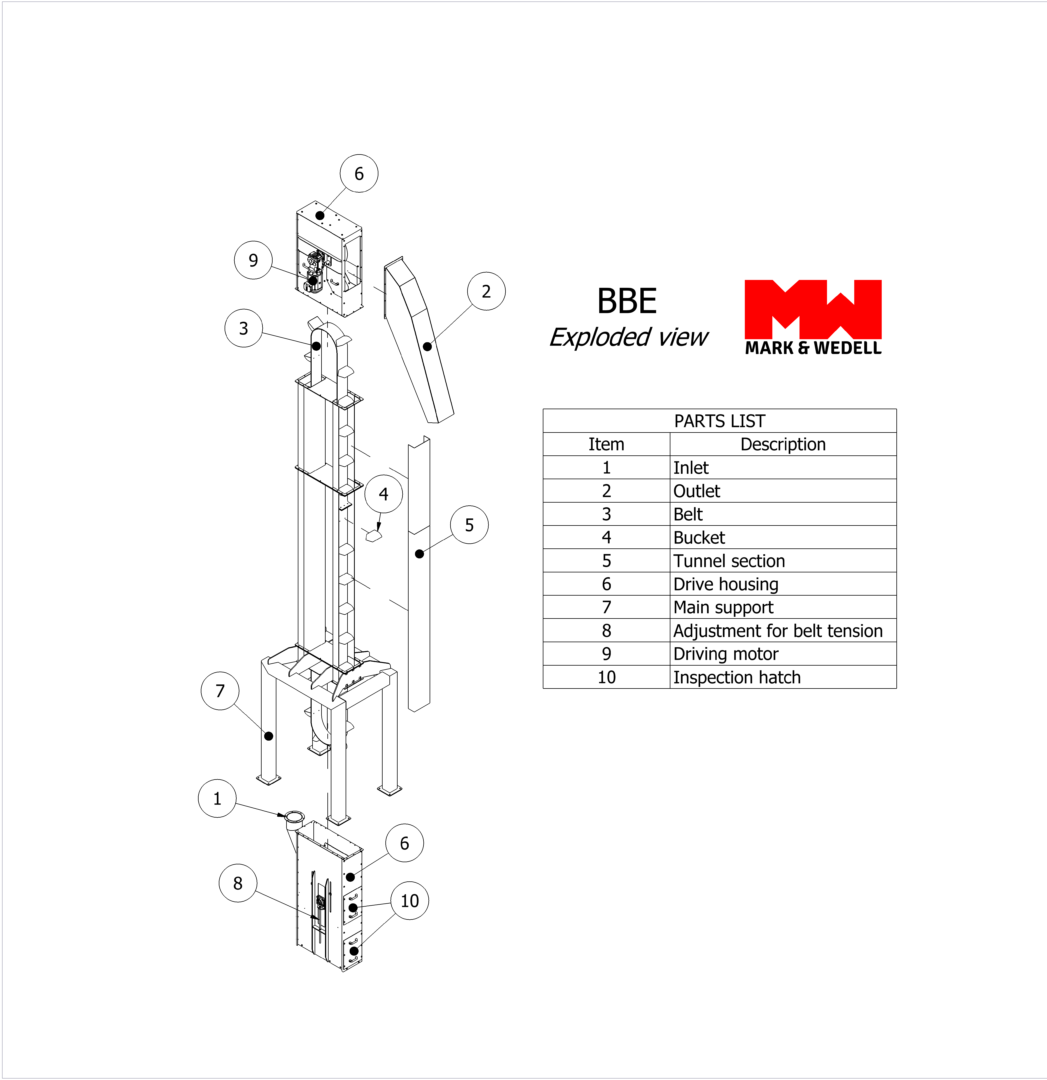
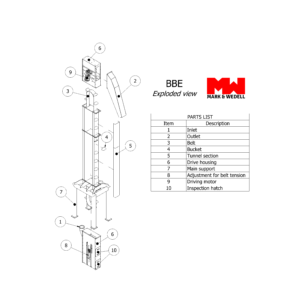
The BBE consists of an inlet hopper, a vibration feeder, buckets, a gear-motor drive, inspection hatches and an outlet chute.
There is an inlet hopper at the bottom with a VF that provide a consistent flow of the material into the buckets.
The buckets are mounted on the belt that continuously pulls the buckets around by a geared motor.
At the top of the unit there is an outlet chute where the buckets are emptied.
There is a drawer in the lower section allowing for easy cleaning. The belt is manually adjustable.
Options
1. For ATEX zone environment, the BBE can be equipped with Explosion Panels in the vertical as well as the horizonal section of the BBE.
2. The buckets can be supplied with coating reducing stickiness of material.
Nota Bene 1
The BBE is of a modular design and comes in varying heights (m).