Representative Sampling of Bulk Materials
In an industrial landscape where data and accurate analysis are paramount, the foundation of reliable results lies in representative bulk material sampling. It is important to understand the importance of obtaining samples that truly reflect the entirety of a material lot, the potential pitfalls that can lead to unrepresentative results, and the practical steps to ensure sampling accuracy and precision.
Whether you’re involved in buying, selling, or producing bulk materials, implementing representative sampling can significantly impact your bottom line and operational efficiency.
Why representativeness in sampling is important
Obtaining representative samples of the total lot before analysis is crucial – otherwise there is little point in having made significant investments in laboratory equipment and analytical competences.
Representative samples are critical for correct decision making based on analytical data for industry, trade, technology, science and regulators. However, there is a complex way from heterogeneous materials in lots such as truck loads, railroad cars, shiploads, stockpiles and on conveyor belts (in the kg-ton range) to the very small aliquot (in g-µg range), which is the only material that is actually analysed.
Theory of Sampling
Exactly how to get a documented representative analytical result across mass-reduction of up to six orders of magnitude is far from a direct materials’ handling issue. There are a number of specific principles and rules behind representativity as part of the Theory of Sampling (TOS) [1].
The concept of TOS was originally developed by Pierre Gy who identified eight sampling errors which represent everything that can go wrong in sampling, sub-sampling (sample mass reduction), sample preparation and sample presentation—due to heterogeneity and/or inferior sampling equipment design and performance.
During his 25 year career (1950-75) Pierre Gy worked out how to avoid committing such errors in the design, manufacture, maintenance and operation of sampling equipment and showed how their adverse impact on the total accumulated uncertainty could be reduced as much as possible when sampling in practice. He received two PhDs (in mineral processing and statistics) in the process [2]. Read more about TOS in the article by R.C.A. Minnitt and Kim H. Esbensen [3].
The purpose of sampling
The purpose of sampling is therefore to produce a reliable small mass which is representative of the total mass of material from which it was collected i.e. to obtain a sample which accurately and precisely represents the total mass or lot.
This primary sample is very often subject to further sub-sampling and sample preparation procedures, which ultimately produces an aliquot suitable for either laboratory analysis or physical testing. The type of testing or analysis is dependent on which characteristics are required for technological and industrial decision making. Regardless, the primary sampling is critical for the ultimate quality of the analytical results.
Sampling variance
Figure 1. below shows the key results from Replication Experiments made at Elkem Metal, Canada, which showed that 35% of the total sampling variance (where mistakes can occur throughout the full sampling process) occured during the phase of primary sampling and 50% during the crushing phases i.e. 85% of the total sampling variance occurred before pulverization and laboratory analysis.
In other words: it is of extreme importance that you are in control of your primary and secondary sampling process before final analyzis. Otherwise you draw (wrong) conclusions from the non-representative samples.
Figure 1. Replication Experiment at Elkem Metal – Canada.
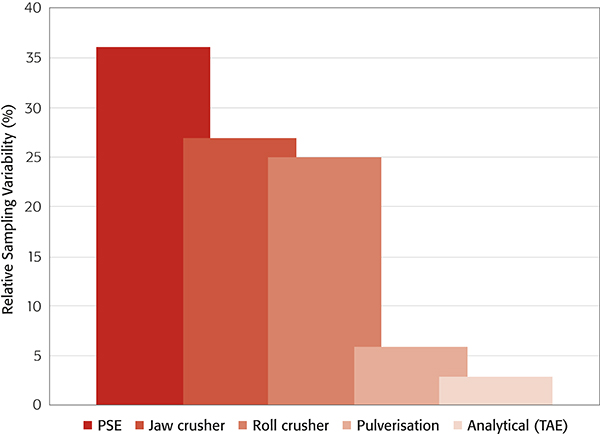
Shows the key information to be gained by the hierarchical RE. For the current laboratory approach, the primary sampling contributes 35 %, jaw crushing 25 %, roll crushing 25 % of the overall variance, while pulverisation and analysis strictly account for only 5 % and 2.5 %.
Numerical results of the hierarchical RE, with which can be identified error contributions from each step (primary sampling to analysis). Vertical scale is RSV; %, standard deviation/average of replicated results ×100 for Fe2O3.
Source: https://www.spectroscopyeurope.com/sampling/revisiting-replication-experiment.
For more about Replication Experiments, see Part 1 and Part 2 of The Replication Myth by Kim H. Esbensen et al [4][5].
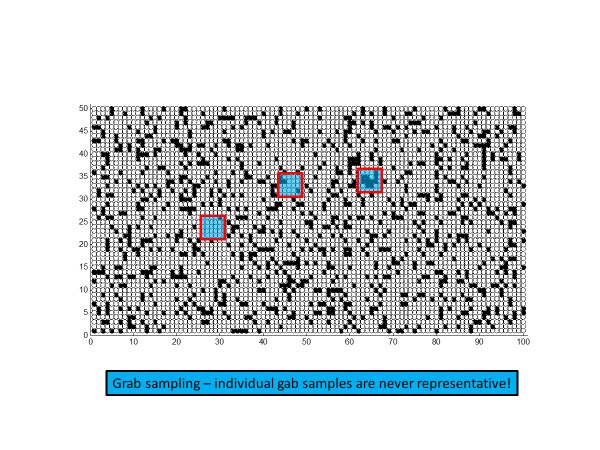
Representative or not
A specific sampling process can either be representative – or not. If a sampling process is not representative, the result is only extracted and undefined, mass-reduced lumps of material which do not represent the original lot; these are called “specimens”.
However, specimens are not worth analyzing, as they will not give valid information about the composition and physical characteristics of the lot. Only representative analytical aliquots can reduce the combined sampling-and-analysis errors to a desired minimum.
Non-representative samples
Drawing the (wrong) conclusions from non-representative samples can have major negative production control and financial consequences when you buy or sell materials.
And you might as well save the costs of laboratory hardware and analysts: Garbage In = Garbage Out.

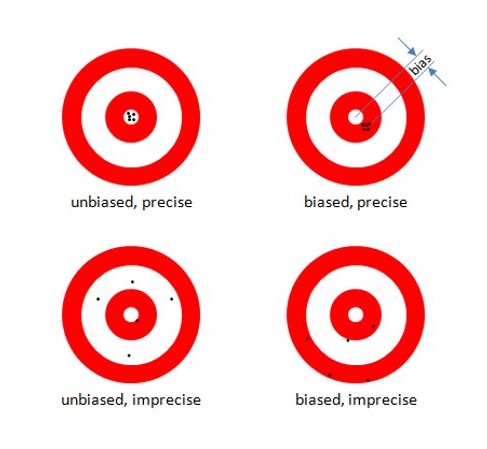
Sampling must be both accurate (unbiased) and precise (reproducible) at all stages throughout the sampling process.
A representative sampling process is critically dependent upon three factors:
- Unbiased and precise sampling equipment – demand clear and understandable documentation from your supplier. M&W JAWO Sampling is at your disposal to help.
- TOS-informed sampling process design, installation and operation. Demand relevant documentation from your supplier. M&W JAWO Sampling is at your disposal to help.
- Process staff & supervisors must possess a minimum of TOS-competence. If this does not exist in-house, request training and documentation from your supplier. M&W JAWO Sampling is at your disposition to help.
[1] For background: “Introduction to the Theory and practice of sampling” by Kim H. Esbensen (IMPublicationsOpen 2020)
[2] “Pierre Gy (1924–2015): the key concept of sampling errors” (Spectroscopy Europe/Asia 2018)
[3] “Pierre Gy’s development of the Theory of Sampling: a retrospective summary with a didactic tutorial on quantitative sampling of one-dimensional lots” by R.C.A. Minnitt and Kim H. Esbensen, TOS Forum 7.
[4] “The Replication Myth 1” by Kim H. Esbensen et al, NIR News
[5] “The Replication Myth 2: Quantifying empirical sampling plus analysis variability” by Kim H. Esbensen et al, NIR News
Sampling made simple for 40 years.
Theory of sampling

Standards

Customised solutions

How to do representative sampling?
Representative sampling must be both accurate (unbiased) and precise (reproducible). In order to be representative, a specific sampling process shall only be using equipment that is designed to eliminate (or reduce maximally) sampling bias and which simultaneously increases sampling precision as much as possible.
Here is the short explanation why:
All material sampling targets (lots) are heterogeneous, it is only a matter of degree. This means that different samples, even though extracted by the exact same protocol, will never be identical, which manifests itself as a basic, non-vanishing sampling variability.
Heterogeneity is one of two major influential factors behind sampling variability (inaccuracy). The sampling process itself will also result in sampling error effects that add to the total sampling uncertainty.
All sampling must therefore aim for maximum Total Sampling Error (TSE) reduction. In order to do this effectively, economically and with confidence, there are sampling equipment and process design principles which must be acknowledged and followed. These rules are codified in the Theory of Sampling (TOS).

For homogeneous materials, there is no reason to worry about sampling – because any sample will be an exact representative sample of the lot (big/small).

However, ALL materials – at all scales – visible, or not – are heterogeneous.
There is no universal solution
Representative sampling is not as simple as buying a specific sampling tool (equipment) with which to sample any of the world’s materials. This will be futile.
Despite many suppliers’ claim, there does not exist a “universal sampler” that will work for all materials and under all conditions because technological and industrial materials have very different compositional heterogeneities and other characteristics e.g. internal differences with respect to grain sizes, moisture, and grain stickiness.
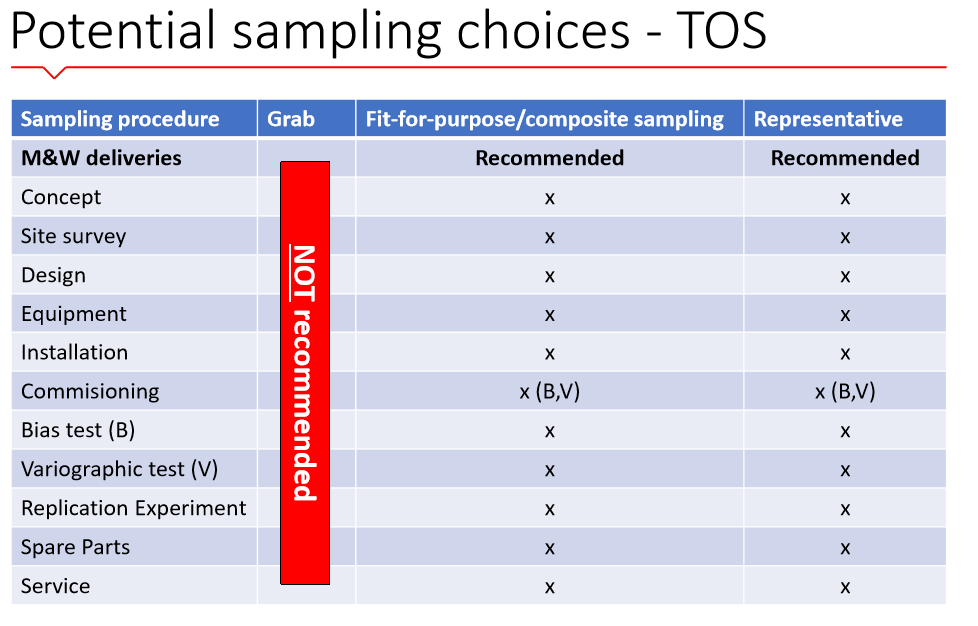
But there are professional solutions: most standard sampling equipment can be used in informed, TOS-compliant ways that can be made to work towards a state of “fit-for-purpose” representativity. This approach is called composite sampling.
Representative sampling is about mastering the necessary and sufficient TOS principles with which to make rational choices regarding the appropriate type of sampling tool and sampling protocol for a specific task, for a specific material, under customer-specific conditions. It takes professional competence and relevant experience to get all this right.
Method, frequency and accuracy
The method and frequency by which samples are collected and the resulting sampling accuracy, i.e. how closely collected samples represent the true characteristics of the target lot, depend on the nature of the material, particularly its compositional and distributional heterogeneity.
Homogeneous vs. heterogeneous materials
A homogeneous material would only require collection of a single sample in order to determine its characteristics accurately, whereas all heterogeneous materials with irregular particle size distribution and/or irregular constituent compositions, will require extraction of a sufficient number of small increments, which when combined into a composite sample, will be able to represent the total lot with an acceptable degree of accuracy.
Increments must be collected from all spatial locations in the lot, with the number required critically depending on the material heterogeneity. TOS outlines the specific requirements that must be matched in order to be able to guarantee a specific threshold for fit-for-purpose heterogeneity.
The Golden Rule of sampling
For this to be possible it is of fundamental importance that all increments in the lot have the same probability of being included in the final sample. This is the “Golden Rule” of sampling, called the Fundamental Sampling Principle (FSP).
To achieve this most effectively, wherever it is possible, it is desirable to sample the lot while it is in a dynamic state, i.e. when the lot is moving on a conveyor belt or in a duct/pipe as a continuous stream. Professional sampling equipment (and professional samplers) shall be able to sample both stationary (e.g. truck, train or pile) as well as moving (dynamic) lots in a documentable representative manner.
Combining mechanical and electrical design
M&W JAWO Sampling is a specialist company, which has invested considerable time and practical efforts in understanding and combining mechanical & electrical design of individual machines/instruments/equipment and their interaction so as to match the materiel types sampled, with reference to relevant material standards and to the Theory of Sampling (TOS).
Material properties
Correctly designed sampling equipment and a representative sampling plan is necessary in order to obtain reliable knowledge of the material properties which is essential for commercial, operational and technical characterization.
These properties are:
- Content grade
- Moisture content
- Mineral proportions
- Contamination
- Hardness
- Particle Size distribution
A full sampling system solution takes care of the critically important primary sampling stage with an aim of attaining a fit-for-purpose representativity status.
All subsequent sub-sampling stages comply with the same demands, ultimately delivering an analytical aliquot suitable for laboratory analysis.
Practical benefits of representative sampling – “what’s in it for you”
By operating our automated sampling solutions for bulk materials you are getting reliable knowledge about the properties of the material you buy, sell or produce enabling you to:
- Calculate the correct amount or value for each batch of material you receive or deliver – thereby reducing the risk of either overpaying or underselling
- Confirm that you receive or sell products which meet contract requirements
- Monitor and optimize your production and quality control process
- Improve your mixing and blending operations to obtain better end-products
- Estimate type and amounts of by-products from your processed or manufactured batches
- Document the environmental impact and/or pollution from your production
- For customers where larger or expensive quantities of material are bought or sold, the economic impact of ensuring representative and consistent samples will be substantial.
- By buying the right sampling solution you are likely to save a lot of money.
Note: It is important to resolve all potential issues related to primary sampling accuracy (sampling bias) before establishing a new, modifying or re-designing a specific sampling procedure. After this has been achieved, i.e. when a sampling procedure is developed or re-evaluated in combination with the continued use of all, or most of the sampling equipment recommended by us and for example checked by means of a full bias test or alternatively through a variographic or replicate analysis, the remaining final sampling uncertainty only has to deal with sampling precision.
General M&W JAWO Sampling procedure (variations occur reflecting different material heterogeneities):
- Define the quality parameter(s) i.e. the analyses of interest
- Delineate and prepare the lot (geometry, total mass, accessibility)
- Select equipment matching appropriate sampling accuracy demands; fully representative or fit-for-purpose representativity
- Set the remaining sampling precision required (for example 20% rel.)
- Estimate primary sampling variability VI for the selected quality parameter(s), and establish the number of sampling unit’s (m) required to reach the desired precision level with a minimum number of increments (n)
- For process sampling, define sampling intervals in minutes for time basis sampling, or in kg for mass-based sampling
- Ascertain the material nominal top particle size in order to determine the appropriate increment mass
- Determine the number of increments to be aggregated into composite samples (which is to be further sub-sampled)
- Determine optimal sample division (sub-sampling) in order to deliver an analytical aliquot mass
Sampling precision and the number of increments
In all methods of sampling, sample preparation and analysis, errors are incurred, and the analytical results for any given parameter will deviate from the true value of that parameter.
While the absolute deviation of a single result from the “true” value cannot be determined, it is possible to make an estimate of the sampling precision. This is the closeness with which the results of a series of measurements made on the same material agree among themselves, and the deviation of the mean of the results from an accepted reference value.
Precision for a lot
The desired overall precision for a lot is normally agreed between the parties concerned. In principle it is possible to design a sampling scheme by which an arbitrary level of precision can be achieved.
The overall precision can be estimated using Equation 1 where:
- PL [%] is the estimated index of overall precision of sampling, sample preparation and testing for the lot;
- VI is the primary increment variance;
- VPT is the preparation and testing variance;
- n is the number of increments per sub-lot;
- m is the number of sub-lots in the lot.
Equation 1:
PL=2VIn+VPTm
If no previous sampling data is available, assumptions have to be made about the variability in order to devise a sampling scheme. After implementation of the sampling scheme, the precision actually achieved for a particular lot by the devised scheme can be measured.
If a given precision PL is required, the number of increments n and the number of sub-lots m can be found using Equation 2 and Equation 3 respectively. If necessary, one of the values (n or m) is fixed and another is recalculated until a convenient combination is achieved.
Equation 2:
n = 4VImPL2-4VPT
Equation 3:
m = 4VI+4n1VPTn1PL2
Mass of primary increment
The mass of each primary increment taken by a cross-stream sampler at the discharge from the conveyor belt can be calculated using Equation 4 where:
- C is the flow rate [t/h] on the conveyor belt;
- b is the cutter aperture width [mm] (b should be ≥ 3 times the nominal top size of the sampled material);
- VC is cutter speed [m/s].
Equation 4:
mI=Cb × 10-33,6vC
For a cross-belt (hammer) sampler, the mass of primary increment can be calculated using Equation 5 where:
- C is the flow rate [t/h] on the conveyor belt;
- b is the cutter aperture width [mm] (b should be ≥ 3 times the nominal top size of the sampled material);
- VB is the belt speed [m/s].
Equation 5:
mI=Cb × 10-33,6vB
During the design of the sampling system, increment masses that are close to those expected to be taken by the system can be used.
After implementation of the sampling scheme, the precision of the result can be estimated and adjusted by increasing or decreasing the number of increments in the sample, keeping the same increment mass.
Sample division and minimum mass of sample
Sample division
To obtain convenient sample masses along the partway from lot to analytical aliquot, the sample is often divided into a number of equal smaller sub-samples, and a residual which is returned to the conveyor.
In order to facilitate a required division while retaining the representative nature of the sample, it may be necessary to crush the material. For this reason, a complete system for extraction of representative samples consists of multistage sampling, particle size reduction and division (sub-sampling) equipment.
It is also sometimes beneficial to mix the resulting sub-samples thoroughly after each of these operations, to achieve even higher precision.
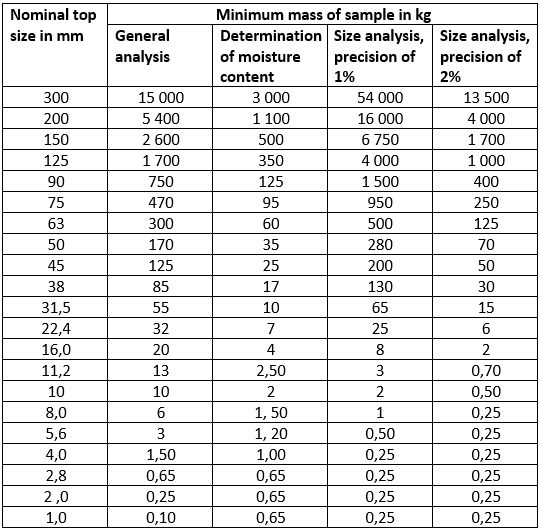
Minimum mass of sample
For most parameters, the precision of the result is limited by the ability of the sample to represent all the particle sizes in the material being sampled.
There is a minimum mass of sample, dependent on the maximum particle size of the material, the type of analysis, the precision required for the parameter concerned and the relationship of that parameter to particle size. Such a relationship applies at all stages of preparation. The attainment of this mass will not, by itself, guarantee the required precision. This is also dependent on the number of increments taken to compound the sample and their variability.
Table: Minimum mass of sample (example: coal)
Sampling definitions
Bias (or sampling bias):
A systematic error between the average analytical sampling result and the true lot concentration i.e. accuracy which originates from inaccurate (biased) sampling equipment and/or sampling processes which leads to results that on average are higher or lower than the true value. Elimination of the sampling bias is the first and key requirement to ensure that any sampling process is correct.
Cut:
An increment extracted by a sampler.
Composite (gross) sample:
A material sample consisting of all the primary increments taken from a sub-lot.
Division:
A sub-sampling process, in which the sample is divided into a number of smaller portions, with equal properties.
Lot:
The complete entity of original material targeted for sampling e.g. industrial batch, ship’s cargo, truck load etc. The lot refers both to the physical, the geometrical form and size as well as the characteristics of the material being subject to sampling and specifically its heterogeneity.
Nominal top size:
The smallest sieve opening on which not more than 5% of the sample is retained.
Precision:
Expressed in % and within 95% confidence level.
Primary increment:
The amount of material which the primary sampling tool extracts from a material stream, or a stationary lot, in one cut.
Sub-lot:
Equally sized part of a lot, which properties are to be determined.
Sample:
The quantity of material consisting of all the increments taken from a lot/sub-lot. A representative sample retains the properties of the lot.
Specimen:
An extracted mass that is not a result of a representative sampling process. Specimens are not worth analyzing as they cannot give reliable representative information of the lot.