M&W JAWO Sampling Delivers Two Automated Sampling Systems to Validate Hydrogen-Based Ironmaking Technology
December 1, 2024
Fossil-free steel production is technically viable at industrial scale and achieves zero carbon emissions.
Sampling made simple – since 1982. M&W JAWO Sampling has been a pioneer in automated sampling since 1982, with over 1,000 projects implemented across 85 countries – making us one of the world’s oldest, most experienced, and trusted specialists in the field.
We offer a complete range of automated sampling solutions that cover the entire sampling lifecycle. Beyond collecting accurate and representative samples of bulk materials, granules, and fines, our expertise extends to integrated sample preparation, automated material transportation, and advanced online analysis units.
This ensures a seamless process where your data remains the reliable foundation for every business decision.
What sets us apart is our commitment to customization. We understand that no two plants are identical; therefore, we don’t offer “one-size-fits-all” products. Instead, every system – from the primary sampler to the final analysis unit – is engineered-to-order to fit your specific plant layout and unique operational requirements.
As a true one-stop shop, we handle everything in-house: from mechanical and electrical engineering to manufacturing and our own PLC control systems. By owning the entire production process, we guarantee faster delivery times and the lifelong availability of spare parts. Whether you are in mining, metals & minerals processing, fertilizers, energy, or cement, we provide the security that only a manufacturer with 40 years of global expertise can deliver.
Get an overview of JAWO Sampling solutions with examples and illustrations for printing or sharing.
• M&W JAWO Sampling Brochure – English version

Feel free to contact us with any questions or specific requirements you may have.
Our team of technical experts is here to assist you with tailored solutions and guidance on our equipment and services.

By using our automated sampling and sample preparation solutions, you gain precise, unbiased, and verifiable data for better business decisions, optimized processes, and improved financial outcomes.
With over 40 years of experience and a complete portfolio of customized sampling solutions, M&W JAWO Sampling helps you to:

Avoid overpaying for incoming materials or underselling your products.

Continuously monitor and optimize your production processes and quality control. Our systems provide the reliable data needed to:

Proactive monitoring and early detection prevent costly problems:

Free your team from repetitive, time-consuming manual sampling tasks. Our automated systems:

Protect your team from the hazards of manual sampling. Our automated systems:

Ensure your products meet contract specifications with documented and traceable sample data. Our systems provide:
M&W JAWO Sampling is more than an equipment supplier – we are your long-term partner in engineered sampling excellence and tailor-make our systems to your material, your process and your plant configuration.
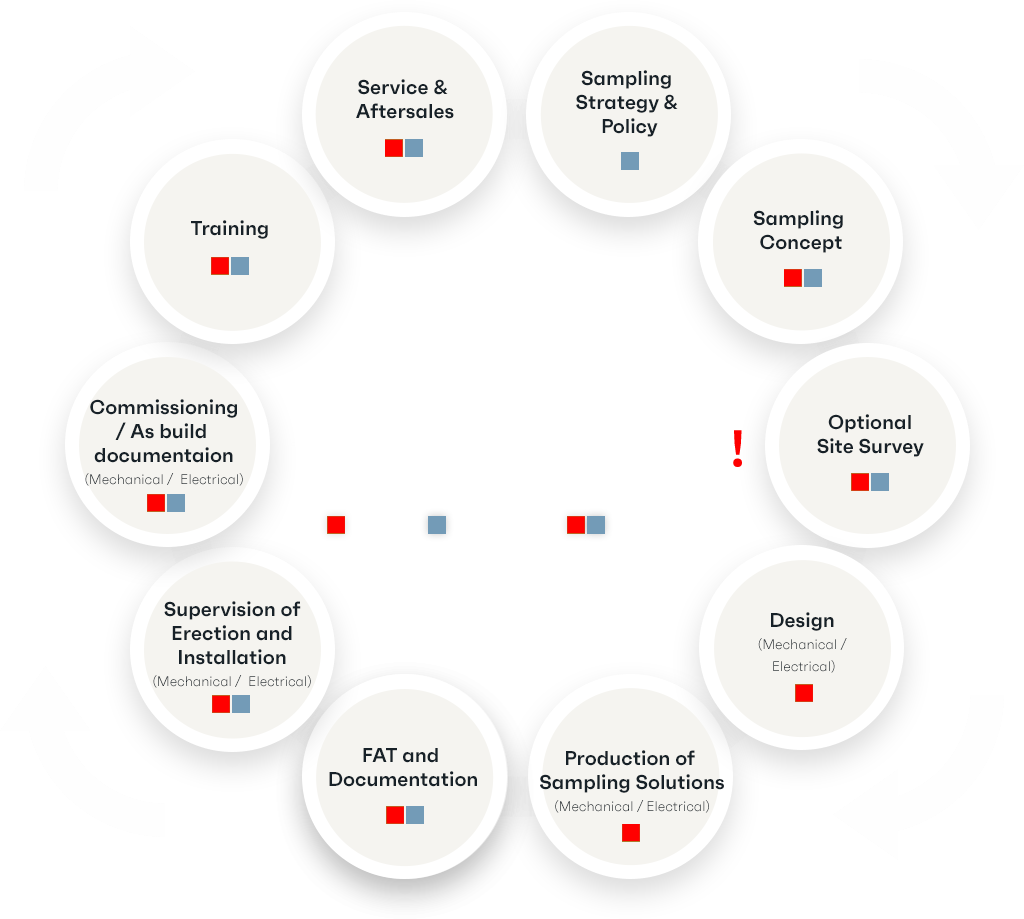
Our complete in-house capabilities include:

With all core competencies in-house, M&W JAWO Sampling delivers complete turnkey sampling and sample preparation solutions.

Project management with one dedicated point of contact. Mechanical, electrical and control system expertise combined with structured execution. FAT coordination and systematic verification that delivered systems comply with contractual and technical requirements.
Documentation, manuals and acceptance records included. Installation supervision and SAT support are provided. Ensuring controlled interfaces and predictable execution across the entire sampling lifecycle.

Mechanical, electrical and process engineering focused on automated representative sampling, plant integration and long-term operational reliability.

Where relevant, we test and evaluate sampling solutions using customer materials (e.g. copper concentrates, minerals, fuels) to understand the impact of particle size, moisture, segregation and flow behavior – ensuring the right design choices from the outset.

In-house manufacturing including CNC machining as well as welding and metalwork, ensuring full control of tolerances, materials and build quality – from individual components to complete sampling systems.

Integrated automation and control systems enabling reliable operation, data integrity and seamless integration with plant control systems.

System assembly, functional testing and complete technical documentation to support commissioning, handover and contractual or regulatory requirements.

Structured quality assurance throughout engineering, manufacturing and testing — ensuring consistent performance and traceability.

Ongoing service support and in-house manufactured spare parts, ensuring short lead times and availability throughout the system lifecycle.


You will be assured automated sampling solutions which produce consistent samples for your quality analysis – accurately and precisely representing the total lot.
Obtaining representative samples of the total lot before analysis is crucial – otherwise, there is little point in having made significant investments in laboratory equipment and analytical competencies.
From the beginning, in1982, M&W JAWO Sampling has been pioneer and led the way in the development, engineering and production of automated sampling equipment and solutions – with over 1,000 projects completed in more than 85 countries around the world



M&W JAWO Sampling equipment and sampling systems operate in accordance with approved international material standards such as ISO, ASTM, GOST, EN as well as DS3077 (2013).
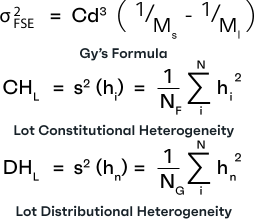
All sampling equipment and solutions aim for compliance with the principles laid down in the Theory of Sampling (TOS) and gives you reliable knowledge of the material properties of your sample such as:
M&W JAWO Sampling has supplied more than 3,000 automated sampling solutions to more than 950 projects in 85+ countries within the mining, mineral processing & metals refining, oil & gas, power and heat generation, cement, fertilizer, recycling and waste handling, building materials, food and pharma sectors.




December 1, 2024
Fossil-free steel production is technically viable at industrial scale and achieves zero carbon emissions.

January 1, 2024
Microtrac and Mark & Wedell announced today that they have entered a strategic partnership to distribute Microtrac’s Camsizer Online products worldwide as part of Mark & Wedell’s JAWO Sampling solutions.

October 19, 2021
M&W JAWO Sampling is proud to announce the successful delivery and commissioning of the world's largest fully automated sampling system for wood chips at HOFOR's Amager Power Plant.